目前,汽车焊装生产线大都采用机器人实现被焊接零部件在存放地和各个工位之间的传输,而将被焊接零部件从存放地或工位上抓取起来是进行传输的基本操作。通常,采用在机器人上设置机械抓手对被焊接零部件进行抓取,所述抓手均为专用抓手,即每一个抓手的夹爪和夹紧缸的位置是固定的,一个抓手对应一个被焊接零部件。
为此,专门在传输机器人上设置切换盘,通过切换盘实现抓手的转换。以汽车车门为例,为保证车门抓取过程中呈水平位置,通常采用三点夹持方式进行抓取,即选取车门靠近门窗位置的二个通孔为二个夹持点,选取车门底部的中段作为另一个夹持点;夹持时,抓手的二个夹爪分别对二个通孔夹持点进行夹持,夹紧缸对车门底部进行夹持,由此,实现对车门的夹持。当需要抓取另一个型号的车门时,由于三个夹持点的分布不尽相同,因此,必须通过切换盘转换成对应的抓手,才能进行抓取。
显然,现有技术汽车焊装生产线抓手存在着一套抓手只能抓取一种被焊接零部件,导致重复制作抓手,使得制作和生产成本增加等问题。
为此,长安福特汽车有限公司申请并获得了一项名为“汽车焊接生产线柔性抓手”的专利,它能够用一套抓手抓取不同型号规格的被焊接零部件,节约了制作和生产成本,提高了生产效率。
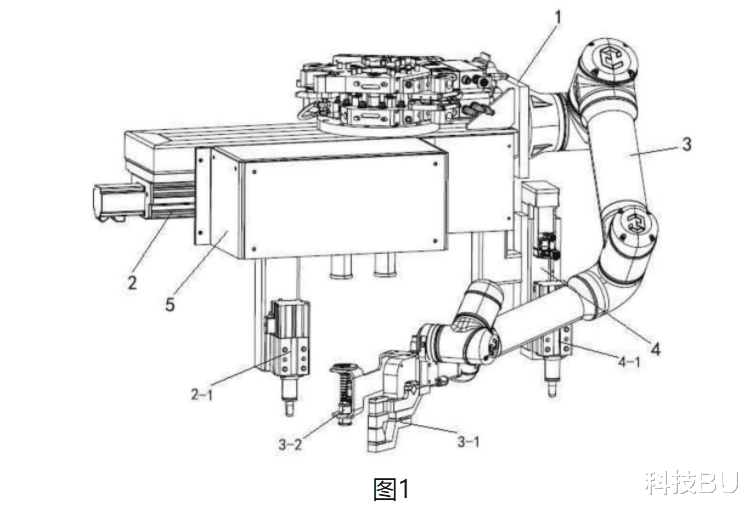
摘要显示,本实用新型提出一种汽车焊接生产线柔性抓手,包括,支架、滑动组件、机械臂、伺服电缸和阀岛组件;所述支架为L形结构,在L形支架的横边的底部固定有滑动组件,在L形支架的竖边外侧固定有机械臂,在L形支架的竖边外下侧固定有伺服电缸,在L形支架的横边前侧固定有阀岛组件;在所述滑动组件的滑臂下端固定有夹爪Ⅰ;在伺服电缸推杆的端头固定有夹爪Ⅱ;在机械臂的端头固定有夹紧头和接近开关;其中,所述阀岛组件分别与高压气源和夹爪Ⅰ、夹爪Ⅱ及夹紧头管路连接。
本实用新型汽车焊接生产线柔性抓手有益技术效果是能够用一套抓手抓取不同型号规格的被焊接零部件,节约了制作和生产成本,提高了生产效率。