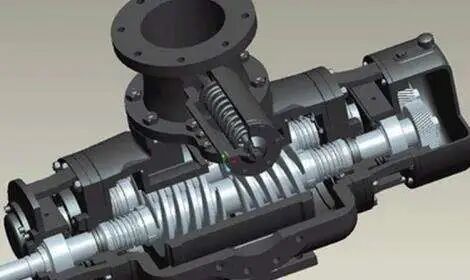
干式螺杆真空泵
1. 概论
a) 干式螺杆真空泵在操作过程中,由于压缩产生热,使得温度会升高。但是如果温度只是局部升高,并且夹套外部也热,则是不正常的现象。
可能是由于不适当的冷却水供应或切断了冷却水、泵体和螺杆间的摩擦、螺杆间的碰撞或是泵吸收了某些杂质。因此,需要关闭泵,检查异常情况。
有时,是因为泵使用了很长时间,螺杆和泵体被腐蚀了,泵的各部位间隙变大,泵的抽气能力比起初降低了,大量被排出的气体返回到吸入端,这时就需要清理修复这些部件。

b) 及时记录不正常情况,对轴承温度、振动和噪音作常规性检查。每天做到尽力保养。
c) 可以通过听诊器监听噪音,记录螺杆间或螺杆与泵体之间的碰撞摩擦。
d) 在冬天或在温度低的地方,无论什么时候停车,都要将冷却水排尽。
2. 周期性检查
● 每日
a) 油标测量:润滑油过多或过少都会损坏齿轮和轴承。
b) 检查冷却水是否充足。
c) 检查油脂封盖和前后端盖的温度。方便的话可以使用合适的温度计或表面温差电偶。
d) 检查吸入和排出压力,确保对泵的操作遵循说明书的规范。
e) 检查电机的负荷。电机负荷增加时表现出来的不正常现象应记录下来。
● 每月
a) 检查V型带的张力。
b) 检查润滑油的成色。(如果油变成黑色,则需更换)
c) 检查油标水平。如果油急剧减少,则需检查密封件。
● 每季度
检查冷却水的流动和颜色。如果有不对的地方,清理水流过的夹套和水管。
● 每半年
a) 检查泵的连接管路。
b) 更换前端齿轮箱的润滑油。
c) 更换后端盖内轴承的油脂。
● 每年
a) 检查机械密封(如果装有机械密封)。
b) 检查螺杆和泵体的内表面。拆开吸气管,检查螺杆和泵体的表面涂层。
c) 拆开前盖,检查齿轮和轴承。

3.干式螺杆真空泵的特点
1)由于采用变螺距结构,比等螺距螺杆可节省30%的能耗,排气温度较低;
2)被抽气体在泵腔内路程短并迅速排出;
3)被抽气体在泵腔内很少受到搅动;
4)微小颗粒不易堆积;
5)可以夹带液体、可凝物和微小颗粒;
6)低振动和低噪声;
7)泵腔内的剩余物容易被清除;
4.干式螺杆真空泵使用注意事项
1)螺杆真空泵背压
螺杆真空泵通常的排气压力是大气压,在配用电机功率不变的情况下最大允许背压到0.3barg。如果螺杆真空泵在高背压下运行,会造成抽速下降、极限真空变差、排气温度过高等问题。
2)进气温度
螺杆真空泵进气温度15℃~60℃,在此次温度范围内泵可以连续长期工作;进气温度超出此范围则需采取必要措施。
3)冷却水温度
冷却水最高的允许温度为32℃,必须适当加大冷却水流量。
4)处理液体和固体的能力
螺杆真空泵的被抽气体可以夹带一定量的液体和微小颗粒。
5.干式螺杆真空泵的操作方法
1)开机前的检查与准备
①检查真空泵各个部件是否齐全;
②在不同油位视镜处检查油位,确认油位在油位视镜中线偏上约3mm处;
③检查确认真空机组各个阀门的状态;
a、工艺入口阀关闭
b、入口过滤器排污阀关闭?
c、出口管线畅通,出口管排污阀打开
d、冷却水入口管线和出口管线阀门打开
e、氮气线阀门打开,吹扫气压力为0.5bar,氮封气压力为3bar,吹扫阀关闭
2)干式螺杆真空泵的开机操作步骤
a、现场与中控联系,确认可以启动,通过现场操作柱启动按钮启动真空泵;
b、关闭出口管排污阀;
c、检查或调节氮封气流量,确认流量在2.5——3L/min;
d、打开吹扫阀,确认流量计流量调至最大,吹扫5——10分钟后,关闭吹扫阀;
e、打开工艺入口阀,切入系统;
f、真空泵运转过程中,注意观察机体温度,可通过温度调节阀调节水量来控制温度(温度调节阀位于0刻度时水量最大,位于5刻度时水量最小),要求温度尽量控制在50——75℃,确保不超过80℃。
3)螺杆真空泵的停机操作步骤
a、关闭工艺入口阀,切出系统;
b、打开吹扫阀,吹扫20——40分钟后,关闭吹扫阀;
c、通过现场操作柱停止按钮停机;
e、关闭氮气阀门;
f、关闭冷却水阀门;如冬季长期不用,需排净机体及管线内的冷却水以防冻;
g、打开出口管排污阀和入口过滤器排污阀,检查是否有冷凝液。
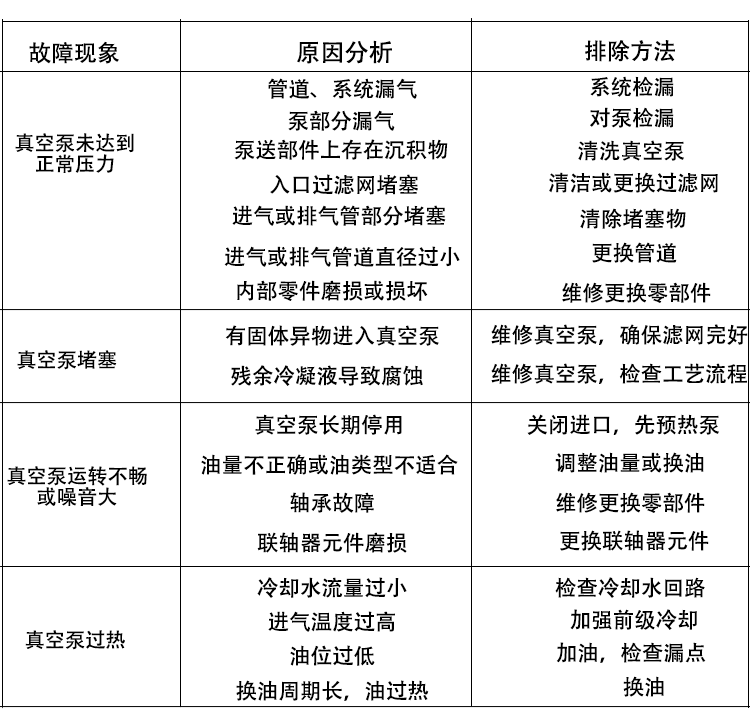
6.干式螺杆真空泵常见故障及处理方法
7.使用范围
a) 工业炉:真空钎焊、真空烧结、真空退火、真空加压气淬、真空脱羟等。
b) 真空镀膜:真空蒸发镀膜、真空磁控溅射镀膜、薄膜卷绕连续
镀膜、离子镀等。
c) 冶金:特种钢冶炼、真空感应炉、真空脱硫、脱气。
d) 电子变压器、互感器、环氧树脂真空浇注、电容器真空浸油、真空压力浸渍。
e) 航空、航天:航天搭载飞船轨道舱、返回舱、火箭姿态调整舱、宇航服、宇航员太空出舱、飞机升空等真空模拟试验。
f ) 干燥:变压法真空干燥、煤油气箱干燥、木材干燥、蔬菜冷冻干燥。
g) 化工、制药:产品蒸馏、干燥、脱气、物料输送等。