想要提高套料排版的利用率,通俗来说无非两种方式:1、从零件下手:想方设法让所有的零件都排的“严丝合缝”,尽可能不浪费一点点;2、从原料下手:零件实在没法再挤了,比如异形件,很难严丝合缝,那就只能把剩余的余料再利用起来,反复极致利用。

针对第一种情况,我们要做的就是拼命提高原材料的利用率。如果使用手排,排版效率慢,且利用率得不到保障(要看排版人员的个人能力)。目前大部分的工厂已经都开始使用套料排版软件,快速高效的完成排版工作。
在使用套料软件排版时,我们都希望零件能够排的整整齐齐,紧密相连。为了获得更好的利用率,零件必然要做一些处理,确保软件在排版时候能够获得最佳排版效果。
第一个因素:旋转角度
零件以任意角度旋转,电脑自动计算排版方式,获取更高的排版利用率。我们用一批零件来简单演示下:
同一批零件,任意旋转角度排版的利用率约为80%

禁止旋转的排版利用率为74%

第二个因素:镜像
镜像是指将零件水平或者垂直翻转,生成与所选对象相对称的图形。但是镜像这个功能并不是所有零件都适用,比如背后有花纹的扁豆钢、坡口零件等就不适用,镜像反而会造成混乱。
扁豆钢:


坡口零件:

镜像后排版的利用率:73%

非镜像的排版利用率:69%

第三个因素:零件共边排版
零件共边排版应该是最好理解的,减少零件间隙,减少板材的浪费。
除了零件与零件之间共边外,还有多种共边切割方式可以尝试。比如槽型连割、三角连割、一刀切等。

当然零件共边选用什么方式,是需要根据实际情况决定。比如火焰和激光切割,两者的共边方式不可能完全一样,要根据板厚、材质、形状等,还要结合加工特性,有的需要防止撞枪、有的可以减少打孔。
我们用最简单的矩形件和圆形件来做测试,零件共边的排版利用率:91.25%

零件不共边的利用率:85.86%
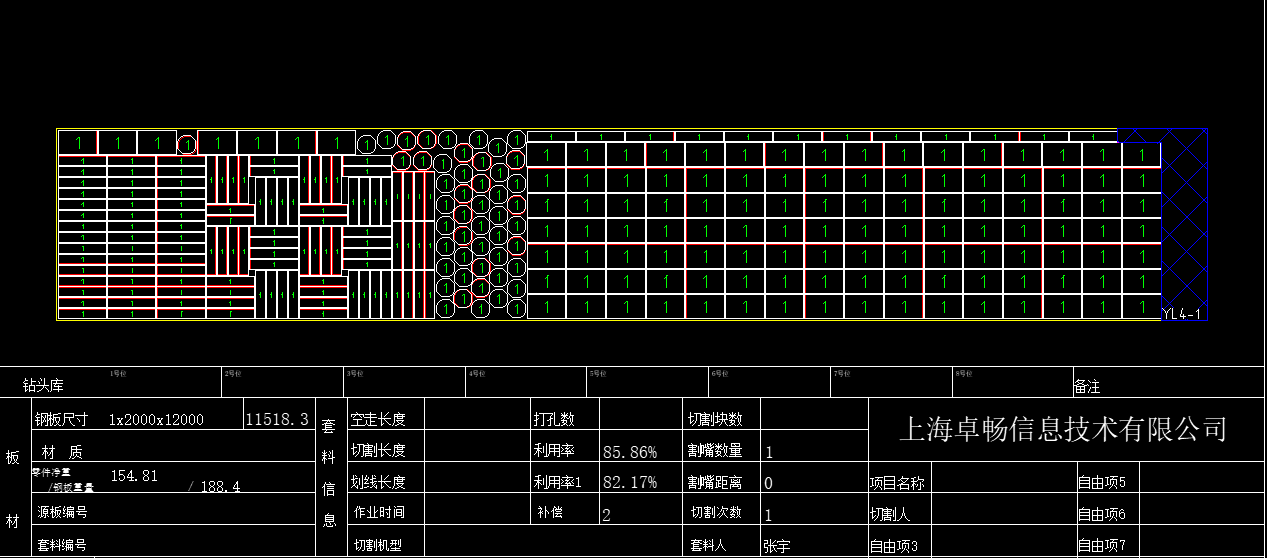
即使是最简单的规整零件,共边和不共边也相差到5个点以上。
套料排版图:

钣金排版图

gen排版图

钢构排版图
云超算排版视频:
国产“芯”实力!SinoCAM一键云超算排版
针对第二种情况,将余料再利用,这也是提高材料利用率的一种重要方式。
余料,顾名思义,就是排版剩余的材料。这些剩余的材料应该怎么使用呢?
是直接当做废料卖掉回血,还是将这些余料再次利用起来更划算?
比如说,废料300元/吨,原料3000元/吨。
那么显然要将余料再利用起来啊!不然亏大了。
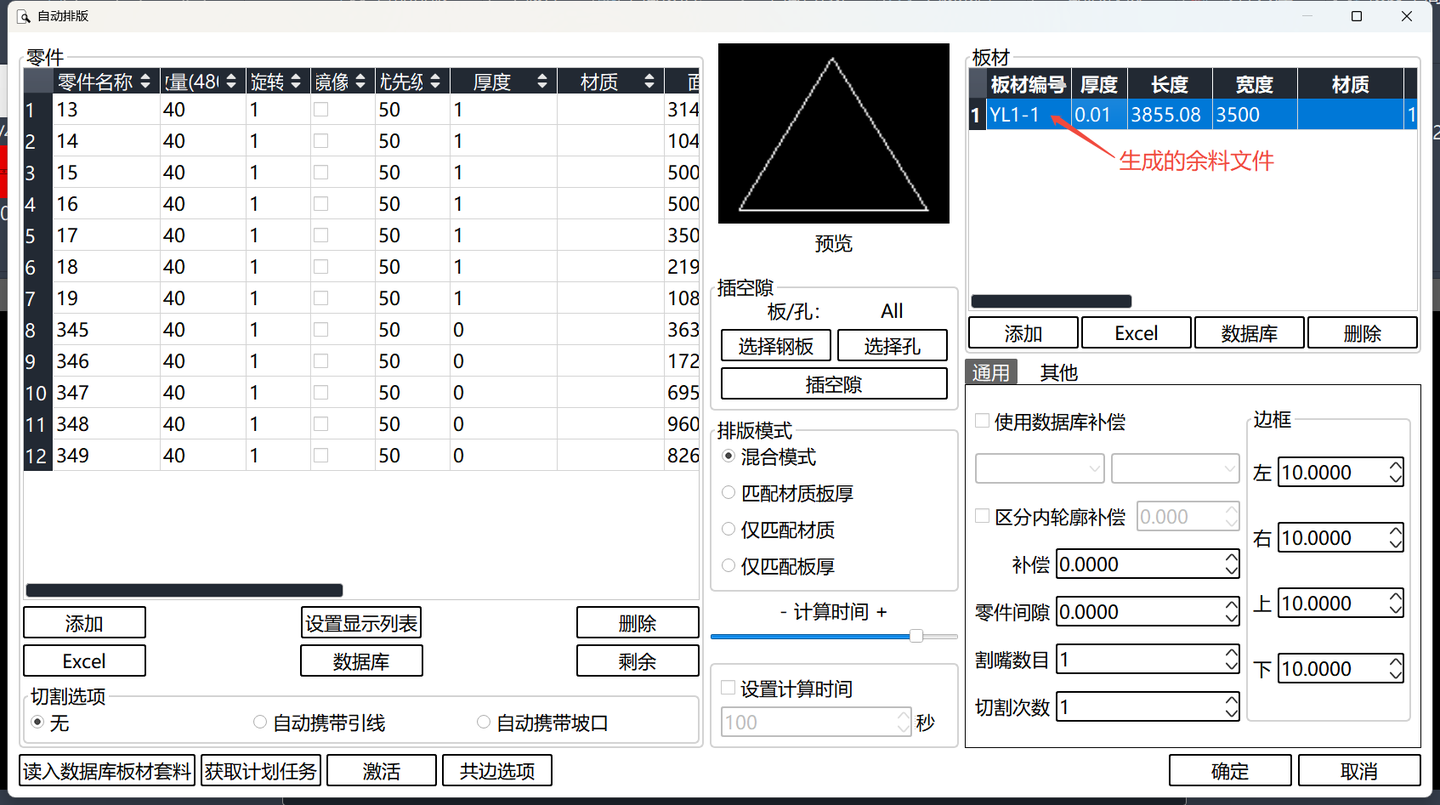
余料再利用的原理其实也很简单,就是在排版时候生成余料,保存余料,当需要排版一些小零件时,我们将这块余料找出来,让软件将这块余料自动消耗掉。
在SinoCAM智能套料软件中,用户可以根据排版后的情况,自行绘制余料,也可以通过软件一键自动生成余料。SinoCAM还有一个亮点,软件在排版时,会自动优先消耗余料,然后再去消耗整板,帮助大家去库存。
图中紫色格子部分即为生成的余料,用户也可以自行绘制。
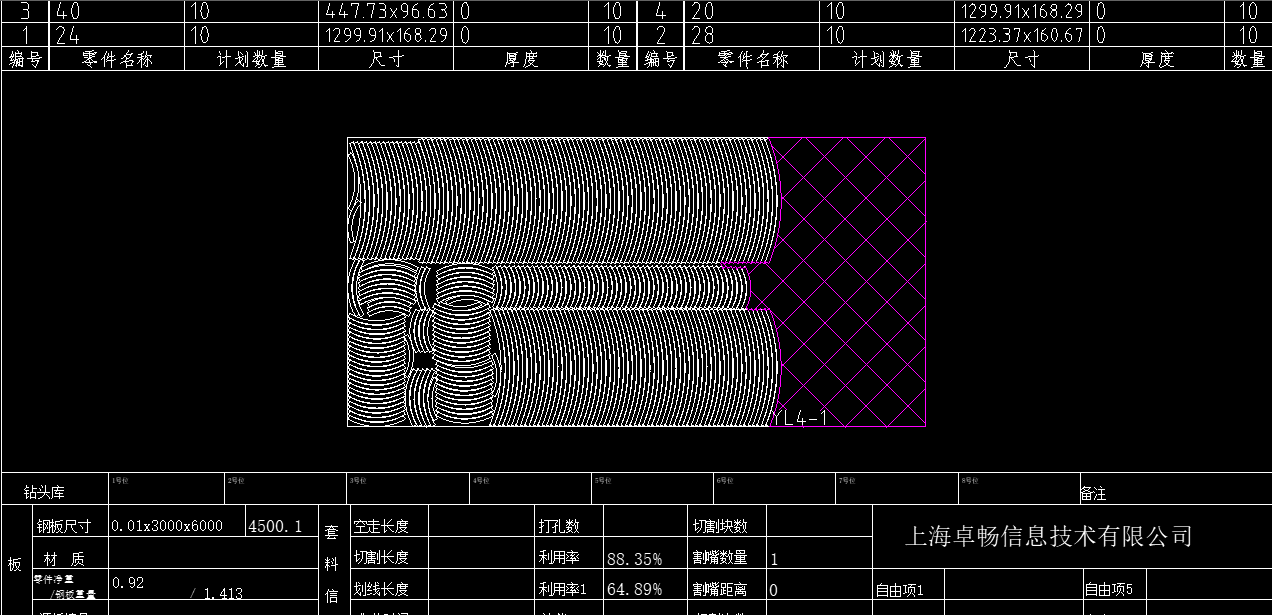
因为产生的余料面积大部分都比较小,我们还可以将余料进行拼接,实现将余料变废为宝,扩大可利用面积。
余料再利用视频:
机床切割加工过程中,余料如何利用很重要!
余料拼接视频:
切割多下来的余料不要扔!变废为宝!